
产品详情

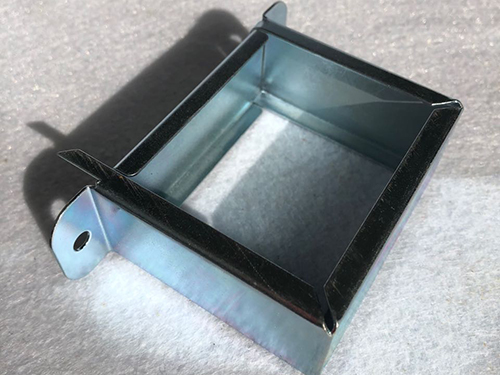
电子配件冲压用板料的表面和内在性能对冲压成品的质量影响很大,要求冲压材料厚度、均匀;表面光洁,、无疤、无擦伤、无表面裂纹等;屈服强度均匀,无明显方向性;均匀延伸率高;屈强比低;加工硬化性低。
电子冲压件厂中生产的电子冲压件工艺性其实也就是从成本、制造性、使用性方面考虑,比方冲电子冲压件的裁件,在情况下去掉锐角,倒成圆角,以降低凸凹模磨损崩刃的可能性,且对后续的涂装有好处(涂料在锐角处的附着性差),电子冲压件的冲孔工序圆孔的工艺性好,对于一些不宜用形状定位的可前序增设工艺孔的电子冲压件,这些都是从电子冲压件的制造工艺上考虑的,从电子冲压件的成本上考虑就是落料件的搭边和排样了、在满足技术要求的情况下尽量使用小允许值,以提高材料利用率。
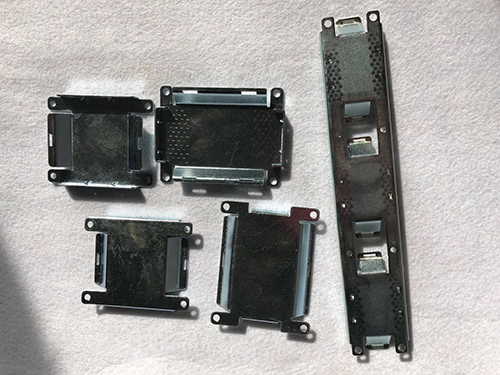
电子冲压件工艺性其实也就是从成本、制造性、使用性方面考虑,比如电子冲压件的裁件,在情况下去掉锐角,倒成圆角,以降低凸凹模磨损崩刃的可能性,且对后续的涂装有好处,电子冲压件厂的冲孔工序圆孔的工艺性好,对于一些不宜用形状定位的可前序增设工艺孔的电子冲压件,这些都是从电子冲压件的制造工艺上考虑的,从电子冲压件的成本上考虑就是落料件的搭边和排样了、在满足技术要求的情况下尽量使用小允许值,以提高材料利用率,对于拉延件,对那些带 胀形成分且对底部无要求的局部成形来讲可以考虑在底部进行工艺开口以降低电子冲压件材料的成形时向成形处流动的阻力,对于成形比较复杂的电子冲压件局部胀形比较多,拉延 比较深的零件可在周边以外拉延筋以内处设置材料成形缓冲区域,即在此处在拉延初期鼓出一大包,电子冲压件成形后期即零件成形时可以从此处取得材料,并增加胀形的成分使得成形为均匀不易出现褶皱,此处成形后会使电子冲压件减薄,不过后续切除,但这样会增加材料消耗。

新动态

钢水取样器拉伸问题和焊
2024-06-22
五金冲压件加工操作的8个
2024-06-18
五金冲压件批量加工的表
2024-06-14
有什么原因会造成“电子
2024-06-10
电子配件表面擦伤和开裂
2024-06-06